Share
Pin
Tweet
Send
Share
Send
Ako postoji vezanje dviju cijevi istog promjera, tada na poniranju izvodimo tzv. "hlače" - segmenti koji bi većim dijelom trebali imati veličinu tri puta manju od promjera.
Ispod smatramo najtežim slučajem u pogledu rezanja, kada je cijev za urez nešto promjera manja od glavne, na primjer, 89 mm, odnosno 76 mm, odnosno 100 mm.

Trebat će
Da bismo izrezali i skuhali uložak od dvije metalne cijevi različitog promjera, moramo imati:
- prazne cijevi dvaju različitih promjera;
- brusilica s kotačem za rezanje i brušenje;
- marker;
- vladar, kvadrat;
- stroj za zavarivanje;
- čekićem.
Algoritam umetanja okrugle cijevi
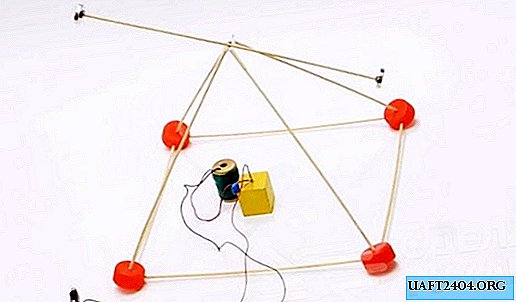
Koristit ćemo široko korištenu tehnologiju vezanja za kragnu kada je rub ureznog okomitog na okruglu cijev oblikovan u odnosu na glavnu cijev. Držat ćemo se sljedećeg reda, primjenjujući ovu metodu.
Izrezali smo rub zavarene cijevi pod pravim kutom.

Označavamo četiri točke na kojima su točke sjecišta dvaju međusobno okomitih promjera i kraja cijevi. Ako je sve izvedeno ispravno, tada su ove točke raspoređene ravnomjerno u krug kroz 90 stupnjeva.


Cijev s označenim krajem postavljamo na bočnu površinu glavnog i uz pomoć metalnog ravnala ili vrpce izmjerimo najveći razmak između prednje strane prvog i drugog generatora. U našem se slučaju pokazalo da je jednaka 30 mm.
Iz dviju suprotnih točaka na krajevima ležimo duž generatrije od 30 mm. Na bočnoj površini cijevi crtamo marker s dvije glatke linije koje izlaze iz jedne susjedne točke na kraju, u suprotnim smjerovima, tako da prolaze kroz donje oznake i konvergiraju se u drugoj točki na kraju.
Prema označivanju, pomoću brusilice s reznim diskom izrežite fragmente u obliku dva identična zaobljena segmenta. Kovrčave posjekotine izrezali smo na kraju cijevi tako da ne ostane nikakvih izbočina i izbočina.

Isprobavamo cijev na mjestu i, ako se ustanovi nedostatan fit, ispravljamo ta mjesta brusilicom i postižemo precizniju podudarnost površina cijevi.

Vanjsku konturu zavarene cijevi s markerom prenosimo na bočnu površinu glavne. Unutar dobivene zatvorene linije gradimo kongruentnu liniju, odlazeći od vanjske prema debljini stijenke cijevi. Na novoj ćemo liniji proizvesti rez.

Pomoću brusilice izrežite krug u cijevi prema oznaci i obradite rubove kako biste uklonili kore i zaoblili rubove za zavarivanje.

Prije početka zavarivačkih radova s kvadratom, provjeravamo okomitost cijevi. Kut između generatora trebao bi biti 90 stupnjeva. Rukavice radimo na dva ili tri mjesta.

Započinjemo zavarivanje s donje točke kontakta i provodimo u dva prolaza s filamentnim šavom: korijenom i okrenutim. Na ovaj način osigurat ćemo najbolju kvalitetu zavarenog spoja.
Pri zavarivanju važno je odabrati pravu jačinu struje, što ovisi o kvaliteti isporučene električne energije, a posebno o naponu. Obično govorimo o 70-80 A. Kuhamo s tri milimetarskom elektrodom UONI-13-55, pokušavajući osigurati da šljaka ne padne u metal.
Prošavši od donje točke do gornje, zaustavljamo se i čekićem tučemo šljaku. Otkriveni nedostaci nisu kritični, jer se mogu otkloniti u drugom prolazu.
Na isti način zavarimo i drugu polovicu spoja površina cijevi. Nakon toga, malo obradite prvi šav, uklanjajući velike protoke i šljaku.

Počinjemo nametnuti prednji šav s donje strane, držeći elektrodu pod kutom od 45 stupnjeva uzduž i pomičući je poprečno prema prvom šavu, odnosno "kokoši". Zatim kuhamo šav, držeći elektrodu gotovo okomito na površini i dovršavamo prvo poluvrijeme, postavljajući elektrodu opet na 45 stupnjeva uz put i vršimo kružne pokrete.
Počinjemo nametati prednji šav također od donje točke i donosimo ga do vrha, nakon čega čekićem iz šava odbijemo šljaku.
Na isti način kuhamo prednju šav u drugoj polovici kontakta cijevi. Kako se krećete prema gore, usporavamo brzinu zavarivanja tako da je šav posvuda isti.
Također odbijemo šljaku i očistimo šav brusilicom. Rezultat je uredan i pouzdan šav za zavarivanje.
Share
Pin
Tweet
Send
Share
Send